




آلة طباعة مغناطيس NdFeB أوتوماتيكية بالكامل ومعدات معالجة بالأشعة فوق البنفسجية
- نموذج
- TX-SF3045HDU
ممتلكات
- منطقة التثبيت
- 250 × 460 ملم
- أقصى مساحة طباعة
- 250 × 460 مم
- الحد الأقصى لحجم إطار الشاشة
- 600 × 1000 مم
- زاوية تعديل المكشطة/سكين الحبر
- 0 ~ 45 درجة مئوية
- سمك إطار الشاشة
- 25~40 ملم
- نطاق ضبط الجدول الدقيق
- ± 10 مم
- الارتفاع عن الأرض
- 850 ± 50 ملم
- ارتفاع الغسيل
- 220 ملم
- الجهد/الطاقة
- تيار متردد 380 فولت/ 3 كيلو واط
- شفط الطاولة
- يملك
- ضغط مصدر الهواء
- 0.5~0.7 بار
- سمك الطباعة
- 1-50 مم (قابل للتعديل بواسطة المؤازرة)
- إمكانية تكرار الطباعة
- ±0.1 مم
- حجم الماكينة
- الطول 2580 × العرض 1200 × الارتفاع 1650 ملم
تقييم
وصف

1. خطة التصميم العام للتخطيط

يعتمد هذا المتطلب الفني على نصف خط من معدات الطباعة على الشاشة الأوتوماتيكية بالكامل وينقسم إلى الوحدات الخمس التالية:
(1) آلة طباعة الشاشة الفردية
(2) خط ناقل مطابق (بما في ذلك ناقل التحميل وناقل التفريغ وناقل العودة السفلي)
(3) خط تجفيف المعالجة الضوئية
(4) آلة التقليب
(5) المصعد (نهاية التغذية ونهاية التفريغ)
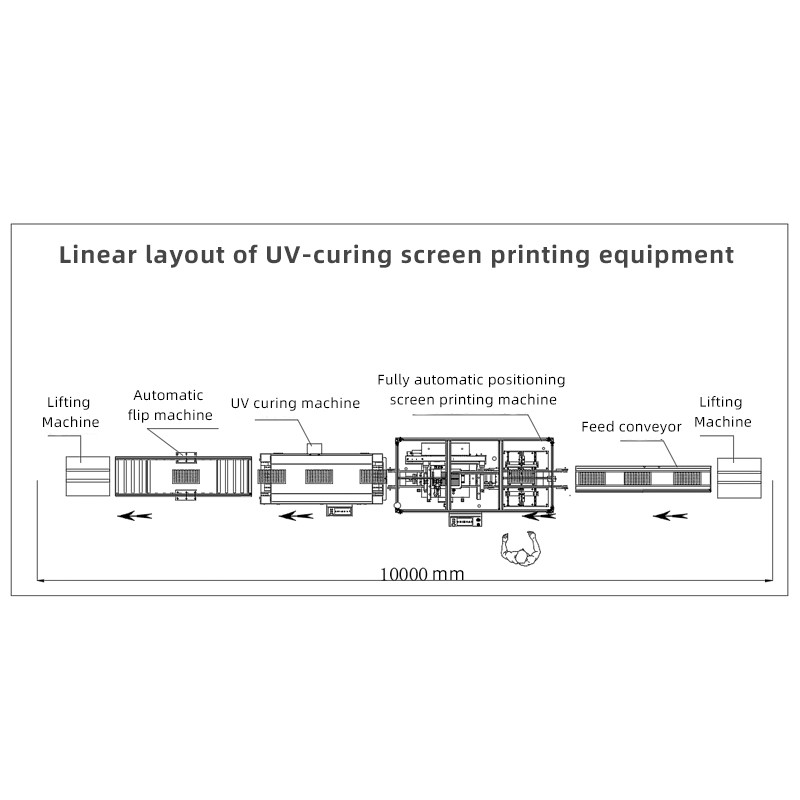
2. عملية عمل آلة الطباعة على الشاشة:
قم بوضع القالب يدويًا في نهاية التغذية → الطباعة على المقدمة → التجفيف → اقلب اللوحة → العودة إلى الأسفل → الطباعة على الخلف → التجفيف → خذ القالب يدويًا.
المتطلبات الوظيفية الأساسية العامة:
1. يمكن استخدامه في الطباعة على الشاشة للتيربيوم أو الديسبروسيوم على سطح منتجات NdFeB الملبدة، ويمكنه تحقيق التغذية التلقائية والطباعة والخبز والتبريد والتقليب والتفريغ والإرجاع والإنتاج المستمر.
٢. دورة الإنتاج والقدرة الإنتاجية: بناءً على مواصفات المنتج ٢٥*١٢*٥، يتراوح سُمك غشاء الطباعة والتجفيف الفردي بين ١٠ و٥٠ ميكرومتر. عند تشغيل الآلة بالكامل بشكل مستمر، تُطلى كل لوحة مرة واحدة، وتتراوح دورة الإنتاج بين ١٠ و١٥ ثانية لكل لوحة لإكمال عملية المعالجة، ويمكن للآلة العمل بشكل مستمر لمدة ٢٤ ساعة.
3. اتساق فيلم القرص الفردي: في ظل ظروف الملاط الكافي، فإن الانحراف المعياري النسبي لزيادة الوزن في القرص (الانحراف المعياري / المتوسط) هو ≤5٪.
4. اتساق طبقة الفيلم بين كل لوحة: في ظل حالة الطين الكافي، فإن الانحراف المعياري النسبي لزيادة الوزن بين اللوحات (الانحراف المعياري / المتوسط) هو ≤10٪، أو تكرار الطباعة هو ≤±5 ميكرومتر.
5. مواصفات المنتج القابلة للتطبيق: المنتجات المسطحة، سمك المنتج 1-30 مم.
6. التحكم في المعلمات: دقة التحكم في زاوية الكاشطة وسكين إرجاع الحبر هي ≤5 درجات، ودقة التحكم في ارتفاع الكاشطة وسكين الحبر هي ≤0.3 مم، ودقة التحكم في وضع الشاشة هي ≤0.5 مم.
7. توسيع الأتمتة: يمكن توسيعها لتشمل وضع المواد تلقائيًا، والتحويل التلقائي، والتحميل والتفريغ التلقائي.
8. القالب: يمكن استخدامه في الإنتاج المستمر لمدة عام واحد دون تشوه أو اعوجاج.
9. دقة التحكم في النقل ≤ 0.1 متر/دقيقة.
10. يمكن لجميع الناقلات وآلات التقليب أن تمر عبر ارتفاع ≥80 مم.
11. الحد الأقصى لحجم الطباعة: 200×400 مم.
12. حجم التركيبة: 250×460 مم (يعتمد الارتفاع على سمك المنتج)
3.المعايير الرئيسية لآلة الطباعة

طراز الجهاز: TX-SF3045HDU
مساحة التثبيت: 250 × 460 مم
الحد الأقصى لمساحة الطباعة: 250 × 460 مم
الحد الأقصى لحجم إطار الشاشة: 600 × 1000 مم
زاوية ضبط المكشطة/سكين الحبر: 0 ~ 45 درجة مئوية
سمك إطار الشاشة: 25~40 مم
نطاق الضبط الدقيق للجدول: ± 10 مم
الارتفاع عن الأرض: 85 0 ±5 0 مم
ارتفاع الغسيل: 220 مم
الجهد/الطاقة: 380 فولت/3 كيلو وات
تحتوي طاولة الشفط على ضغط مصدر الهواء: 0.5 ~ 0.7 بار
سمك الطباعة: 1-50 مم (قابل للتعديل بواسطة المؤازرة)
إمكانية تكرار الطباعة: ±0.1 مم
حجم الماكينة: الطول 2580 × العرض 1200 × الارتفاع 1650 مم
وزن الماكينة حوالي: 1500 كجم
الأداء الرئيسي
(1) تعتمد الماكينة بأكملها على نظام التحكم PLC، والتفاعل بين واجهة الإنسان والآلة، ومجهزة بنظام عرض الأخطاء وجهاز حماية السلامة.
(2) يتم تشغيل ناقلات التغذية والإخراج بواسطة محركات ذات تردد متغير، مما يسهل الاتصال متعدد السرعات بين الآلات العلوية والسفلية أثناء التشغيل عبر الإنترنت.
(3) تعتمد طريقة تحديد موضع المنتج على تحديد موضع الأسطوانة بخمس نقاط لضمان تحديد موضع المنتج المغناطيسي وتناسق موضع الطباعة.
(4) منصة طباعة شفط مصممة خصيصًا لتثبيت القرص المغناطيسي بشكل مستقر.
(5) آلية الرفع عبارة عن هيكل عمودي، يُدار بمحرك سيرفو ويُوجَّه بدليل خطي. تُرفع الشاشة عموديًا.
(6) رأس الطباعة عبارة عن محرك تروس مخفض + محرك تردد متغير، وسكة توجيه خطية. الطباعة سلسة، ويمكن تعديل السرعة بشكل مستقل.
(7) يستخدم ضبط الشاشة الضبط الدقيق لحركة المحاور الثلاثة X وY وY.
(8) تم تجهيز نظام التحكم بحماية السلامة (حماية التسرب، حماية فقدان الطور، حماية الحمل الزائد، زر التوقف في حالات الطوارئ) لمنع الحوادث المتعلقة بالسلامة
4. مجفف المعالجة بالأشعة فوق البنفسجية

المعلمات الرئيسية
طراز الجهاز: TX-UR400
عرض الحزام العرض: 400 مم
الارتفاع الفعال للمدخل والمخرج: ≤80 مم (قابل للتعديل) وقت المعالجة: <10 ثوانٍ
ارتفاع النقل: t ± 850 مم
إجمالي قوة خط التجفيف: 3 كيلو وات
حجم الماكينة: الطول 2000 × العرض 1200 × الارتفاع 1250 مم
وزن الماكينة: حوالي 200 كجم
لقد عالج جهاز تجفيف ليزر الأشعة فوق البنفسجية، المصمم خصيصًا لانتشار حدود حبيبات NdFeB، عيوب أجهزة تجفيف الهواء الساخن التقليدية، التي تشغل مساحة كبيرة وتستهلك طاقة عالية. يعتمد الجهاز على أحدث طرق المعالجة بالمسح الضوئي بالليزر فوق البنفسجية، مما يوفر المساحة والطاقة للعملاء ويحسن الكفاءة. يستغرق وقت المعالجة أقل من 10 ثوانٍ، مما يحسن بشكل فعال من معدل توافق الأداء المغناطيسي لسبائك NdFeB الملبدة عالية الأداء، وهو معتمد من قبل مختبرات بحثية علمية متخصصة.
5. ماكينة الخراطة الأوتوماتيكية: مجموعة واحدة
تعتمد معدات الدوران الخاصة لتركيبات المغناطيس NdFeB على آلية الدوران المؤازرة، والتي تتميز بالتشغيل المستقر والسرعة العالية.

المعلمات الرئيسية
طراز الجهاز : TX-FM400
عرض الحزام العرض: 400 مم
الارتفاع الفعال للمدخل والمخرج: ≤80 مم (قابل للتعديل) وقت الدوران: <10 ثوانٍ
ارتفاع النقل: ±850 مم
حجم الماكينة: الطول 1500 × العرض 1200 × الارتفاع 1250 مم
وزن الماكينة حوالي: 200 كجم
6. خط إنتاج دوار للتغذية: مجموعة واحدة

المعلمات الرئيسية
■ الطول الإجمالي للمعدات: 12 مترًا/وحدة
■ اعتماد نظام نقل سلسلة مزدوج السرعة،
■ سرعة النقل: 1.3~8 متر/دقيقة
■ ارتفاع النقل: 85 0±25 مم.
■ قوة الجهاز الواحد: 220 فولت / 4.0 كيلو وات.
7. رافعة عمودية: مجموعتان
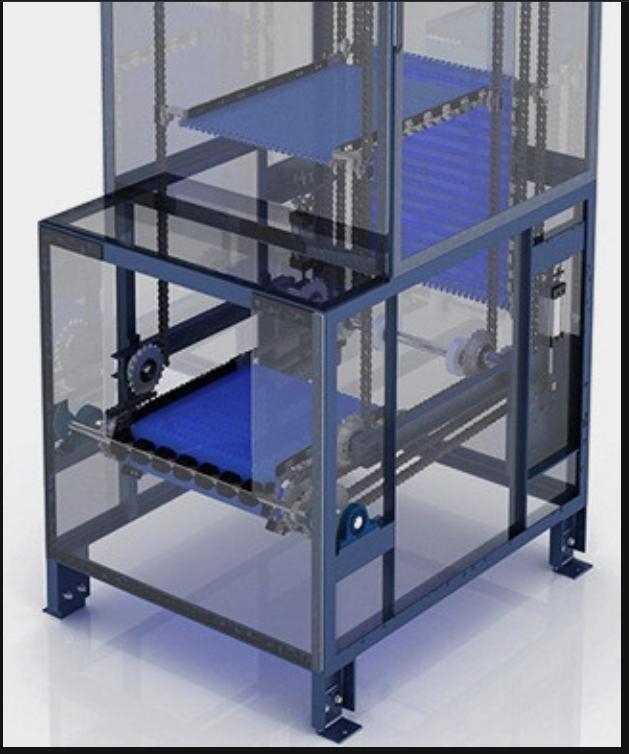
المعلمات الرئيسية
■ اعتماد نظام نقل رفع السلسلة،
■ سرعة النقل: 1.3~8 متر/دقيقة
■ ارتفاع النقل: 85 0±25 مم.
■ قوة الجهاز الواحد: 220 فولت / 1 كيلو وات
8. صيانة الآلات
① قبل بدء العمل، يجب تنظيف الماكينة من أي أوساخ ومسحها جيدًا. أضف شحمًا تشحيميًا بانتظام إلى قضبان التوجيه، وأعمدة التوجيه، والمحامل، والأجزاء المتحركة الأخرى.
② طاولة العمل عنصر أساسي يؤثر على جودة الطباعة. يجب حمايتها من الاصطدام بالأجسام الصلبة. عند الطباعة، يجب تجنب تساقط الحبر أو المخفف أو المذيبات العضوية الأخرى عليها.
③ يجب منع لوحة التحكم الإلكترونية والأزرار من الاتصال المباشر أو غير المباشر بالمذيبات مثل المخفف وماء الزيت لمنع التلف.
④ الغرض من طلاء الإطار هو منع الصدأ من الماكينة ومنع الضرر الناتج عن الاتصال المباشر أو غير المباشر بالمذيبات مثل المخفف وماء فتح الزيت.
⑤ يجب تصريف مياه الصرف الصحي والأوساخ من جهاز تجميع ضباب الزيت في الوقت المناسب لمنعها من دخول المكونات الهوائية والتأثير على التشغيل العادي. يجب تنظيف جسم الكوب بانتظام، وإضافة زيت التشحيم إلى كوب زيت جهاز تجميع ضباب الزيت.
⑥ عند ضبط صمام تحديد التدفق، يجب فك صامولة القفل أولاً قبل ضبطه يدويًا. يُستخدم برغي مقبض الآلة للتثبيت. بعد تثبيته بإحكام، لا داعي لشدّه كثيرًا.
⑦ بعد العمل، قم بإيقاف تشغيل مصدر الطاقة / مصدر الغاز، ونظف الشاشة، واحتفظ بها بشكل صحيح لمنع الغبار / الضغط / الثقب من الأجسام الصلبة.








